

———
东莞市新吉冷却设备有限公司是中国内地制冷设备制造商,是集研发、生产、销售、安装、服务于一体的高科技企业。公司位于珠三角经济区,遵循“节能、环保”的行业准则,致力于工、商、军等各领域所需要的高效、低耗型冷却设备的研发生产。
公司开发生产的各类制冷设备技术成熟、质量可靠。产品包括水轮机冷却塔、不锈钢塔、闭式塔、工业塔、逆流塔、横流塔等各种节能型冷却塔,广泛应用于钢铁、石油、化工、冶金、火电厂、电子、纺织、饮品、机械制造等工业行业及宾馆、办公楼、商场、影剧院、地铁等商业场所。
公司现有各种生产模具近百套,可为客户量身订做各种特殊规格型号的制冷、通风设备。公司承接各种规格型号的民用塔、工业塔节能环保改造工程。本项目适用于化工、制药、化肥、冶金、发电、塑胶、油田、造纸、轻工、制盐、焦化煤气、型材加工、电镀、电子、纺织、印染、卷烟、食品、包装、印刷等行业以及科研单位、民用建筑等。
公司拥有一批高素质的技术人员,不仅具备深厚的知识和行业经验,更应当前社会发展的需要,充份吸收国内外的设计理念和生产技术,利用生产、检测设备,以精汇成的加工技术和检测手段,确保产品达到行业水平。我们健全的营销及服务体系,亦可满足用户的合部售前、售中、售后服务需要。
东莞市新吉冷却设备有限公司遵循“质量为先,稳中求进”的经营理念和“以人为本,以法为纲、做人做事、不断改进”的管理之道,以“科技先导、素质精良、环境和谐、永续发展”为发展目标,将科研、环保意识和优良的嗠理念等元素融入我们的管理及产品中,全力以赴与广大客户同心、同力、共创、共荣。


01
售后完善
即时的电话技术咨询,完善的售后跟进。

02
质量优良
利用生产技术、检测设备,以精汇成的加工技术和检测,确保产品达到行业水平。
03
性能可靠
公司承接各种规格型号的民用塔、工业塔节能环保改造工程。
04
技术成熟
公司现有各种生产模具近百套,可为客户量身订做各种特殊规格型号的制冷、通风设备。

闭式冷却塔采用盘管软化循环水,水质纯净不受外界空气杂质污染。从而对机器设备的损害降到更低。

横流式方形冷却塔采用两侧进风,靠顶部的风机,使空气经由塔两侧的填料,与热水进行介质交换,湿热空气再排向塔外。填料采用两面有凸点的点波片,通过安装头使点波片粘结成整体,以提高钢性,两面的凸点还可以避免直接滴水,因此提高了水膜形成能力,填料尾部设有收水措施。

圆形逆流式玻璃钢冷却塔采用逆流式气热交换技术,填料采用优质的PVC淋水片,以扩散淋水面积;通过旋转布水方式,实现布水均匀,增强冷却效果。我曾对本系列产品的外形设计作过局部改进,使其更加运行可靠、耐用、装配方便。

在湿式冷却塔中,热水的温度高,流过水表面的空气的温度低,水将热量传给空气,由空气带走,散到大气中去,水向空气散热有三种形式①接触散热、②蒸发散热、③辐射散热。冷却塔主要靠前两种散热,辐射散热量很小,可勿略不计。

节能型钢结构方形逆流式玻璃钢冷却塔。它具有热力性能好、电耗少、整塔稳定性好、外型美观、噪声低、施工安装周期短、成本低等特点,广泛应用于石油、化工、冶金、发电等企业大水量的循环系统中。

闭塔结构紧凑、占地面积小,移动方便,无需修建水池,可以节约很多宝贵的土地资源。

广东阳江市人民医院
案例展示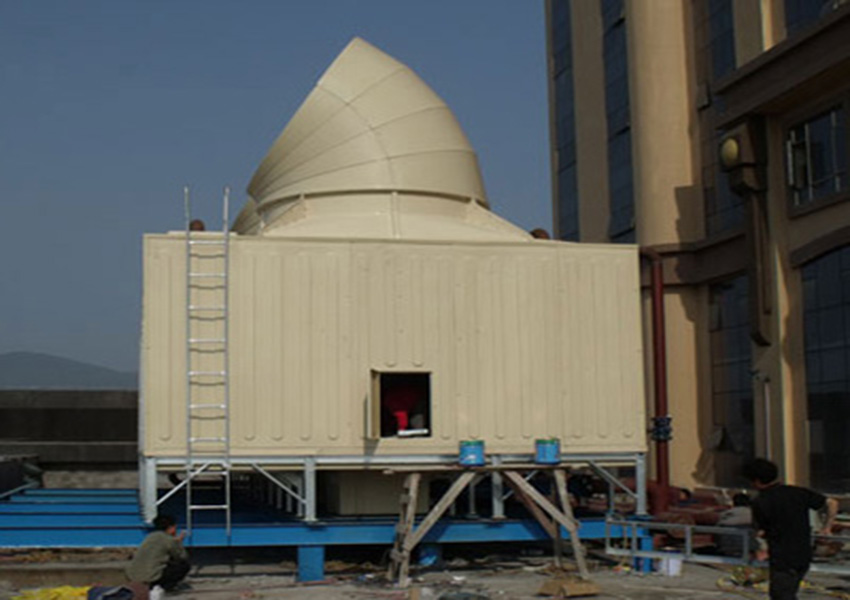
广东曼亨顿五星级花园酒店超低噪音横流方塔
案例展示
湖南省南方电缆400吨工业圆塔
案例展示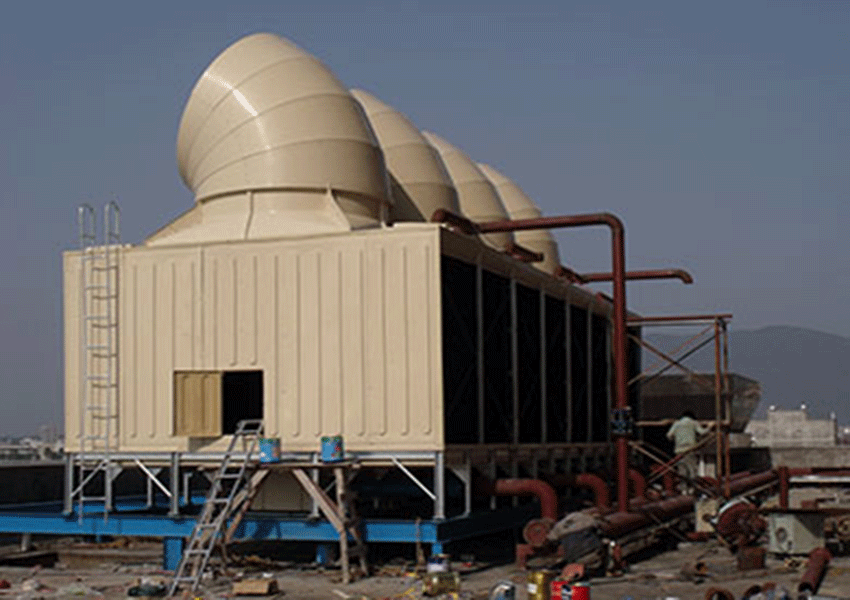
柳州市政府超低噪音横流方塔
案例展示
贵州黔东西侗族自治州东方国际大酒店
案例展示
黑龙江黑河逆流工业塔XJFN-400LC2
案例展示
浙江衢州化工厂XJFH-1000LC4
案例展示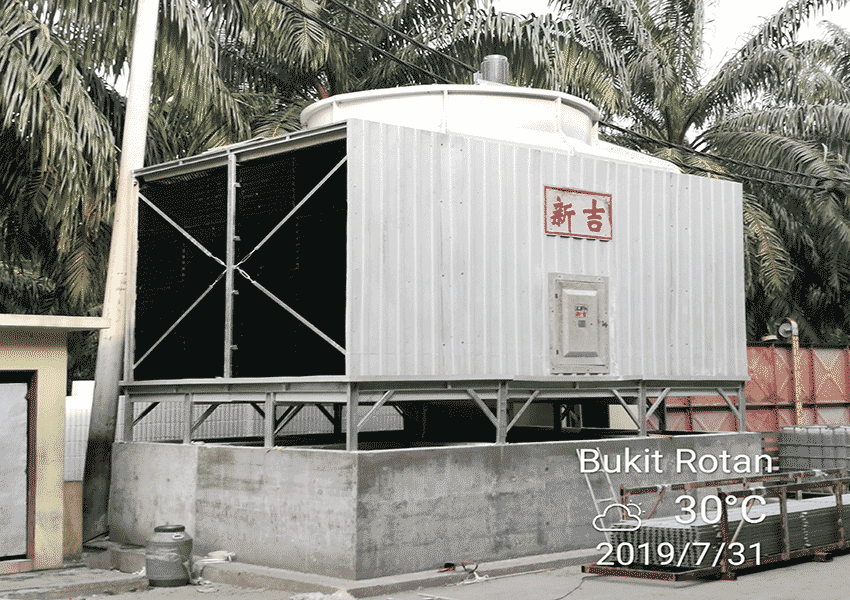
马来西亚吉隆坡某化工厂工业横流方塔
案例展示
山西省忻州北方锻压厂
案例展示
河北唐山百善药业300吨工业逆流方塔
案例展示

工业冷水机特点有什么不一样? 不同设备的冷水机其特点是不一样的,产品的温度能够到达零度。

如何闭式冷却塔的配件选择: 1、马达: 全封闭防水冷却用马达。 标准透明聚乙烯(pvc),高温54℃; 再生聚乙烯(pvc),高耐温65℃; 乳白色聚丙乙烯,高耐温80℃。

近几年随着工业的进步与经济的发展使得闭式冷却塔广受使用,今天小编要和大家探讨一下关于式冷却塔碰到循环水损失的问题该怎么解决。

如果您想知道玻璃钢冷却塔有什么用途,以及自己的应用是否使用使用玻璃钢冷却塔,那么您就找对地方了,本文就是介绍这个的。玻璃钢冷却塔是一种蒸发散热装置

冷却塔主要应用于塑胶、食品、化工、钢铁、冷冻、火力发电厂、工业水冷却等行业领域。利用水作循环冷却剂,使塔体内发热的冷却水跟空气流动接触热交换产生蒸汽,挥发带走热量,排放散至大气中,起着蒸发散热、降低水温、保证系统正常使用的作用。

闭式冷却塔(也叫蒸发式空冷器或密闭式冷却塔),是将管式换热器置于塔内,通过流通的空气、喷淋水与循环水的热交换保证降温效果。由于是闭式循环,其能够保证水质不受污染,很好的保护了主设备的稳定的效率运行,提高了使用寿命。
012020-04
已知基本条件选定冷却塔的常用公式/玻璃钢冷却塔/不锈钢冷却塔/闭式冷却
已知基本条件选定冷却塔的常用公式,已知基本条件选定冷却塔的常用公式/玻璃钢冷却塔/不锈钢冷却塔/闭式冷却
312020-03
节能型水动风机冷却塔是如何利用管道泵多余扬程达到驱动风机降温的?
水动风机冷却塔就是充分利用进塔水头的能量以达到节能的目的。如果把我国的冷却塔国家标准修改成电耗为零,这将大大提升冷却塔工业能耗的要求,对企业减少固定成本,对社会节电具有积极意义。
212020-03
中频炉为什么一定要用闭式冷却塔?不锈钢冷却塔|全钢冷却塔|电炉冷却塔|
中频炉是铸造车间的主要设备,其工作的稳定性、可靠性及安全性是流水作业的铸造生产线正常和稳定工作的保证。中频感应电炉除了在主控制板数字化控制及采用大功率逆变器件等方面提高可靠性外,整
142020-03
玻璃钢冷却塔|冷却塔维修|冷却塔降噪|冷却塔节能|冷却塔厂家
冷却塔价格|冷却塔品牌|冷却塔优点|冷却塔广泛的应用于国民经济的许多部门,如电力、冶金、化工、制药、造纸、纺织印染、民用空调…等行业。
版权所有:东莞市新吉冷却设备有限公司 技术支持:新吉制冷 粤ICP备17026475号






 QQ咨询
QQ咨询